SKIMA-50型 智能(néng)制造实训系统——机械加工
所属类别:智能(néng)制造系列
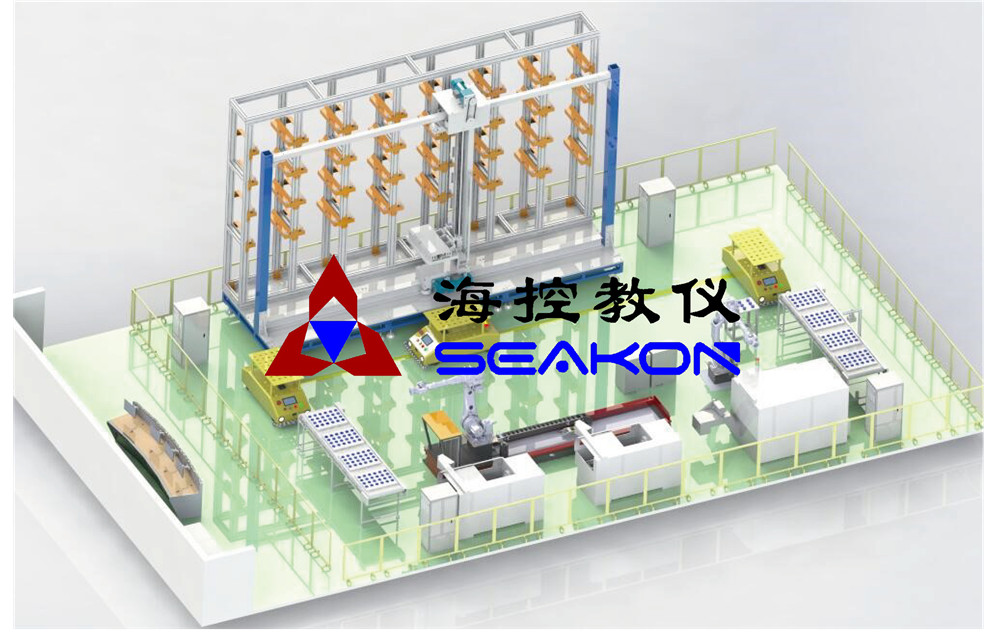
·设备外观
·设计简述
该制造系统涉及整个企业的生产物(wù)流管理(lǐ)和人机互动在工业生产过程中的应用(yòng)。同时结合企业生产物(wù)流运营模式,进行综合且专业化的设计,以平台和“互联网+”模式為(wèi)研究载體(tǐ),构建一个高端精细化实體(tǐ)制造企业运作模式的实验室。·主要参数
1.工作電(diàn)源:三相五線(xiàn) AC380V±10% 50Hz2.工作环境:温度-10℃~+40℃ 相对湿度≤85%(25℃) 海拔<4000m
3.装置容量:<35kVA
4.外形尺寸:9000mm×4000mm×2100mm;
5.安全保护:具有(yǒu)漏電(diàn)保护、过载保护、接地保护,安全性符合國(guó)家标准;
·组成及功能(néng)
1.控制台操作台规格4000×900×750mm,3工位设计,采用(yòng)优质冷轧钢板制作而成,加厚板材 1.5 mm;台面由冷轧钢板台面、防火板台面和高密度烤漆台面混合设计组成;下柜前后门冲有(yǒu)透气孔,每连下柜配一块可(kě)调节隔板和一套键盘抽屉。操作台表面板材经过打沙、脱脂、酸洗、防锈磷化、静電(diàn)喷涂等一系列程序处理(lǐ),美观大方,经久耐用(yòng)。
配套椅子外形尺寸:550mm*500mm*830mm 坐(zuò)垫离地:440mm;椅架采用(yòng)Q235钢管, 闪光银色喷塑;塑胶板采用(yòng)蓝色增强聚丙烯;坐(zuò)垫為(wèi)黑色软质纤维海绵;网布采用(yòng)优质阻燃网;配APP塑料扶手。
電(diàn)气总控系统由控制柜、電(diàn)气安装网孔板、MCGSTPC 1061TI 10寸工业触摸屏、可(kě)编程控制器、空气开关、开关電(diàn)源/接線(xiàn)端子等组成。根据系统下单情况,合理(lǐ)的输送原材料。
控制柜采用(yòng)优质钢板做骨架,经过机械加工成型,外表面亚光密喷塑,整机既坚固耐用(yòng),又(yòu)美观大方。柜子的底部采用(yòng)带刹車(chē)的万向轮,移动和固定两相宜,方便调整设备的摆放位置。控制柜内部安装有(yǒu)一块多(duō)功能(néng)网孔板,主體(tǐ)采用(yòng)1.5mm厚的钢板加工成型,网孔采用(yòng)“横二竖六”椭圆長(cháng)孔加工工艺,整體(tǐ)设计规范、合理(lǐ),使各类元器件在任何角度、任何方位都能(néng)轻松装配、调整。
可(kě)编程控制器采用(yòng)西门子S7-1500系列PLC,16路数字量信号输入/16路数字量输出。作為(wèi)主站,和生产線(xiàn)各从站PLC进行通讯处理(lǐ)各站检测信号、数据传输等任務(wù)。
主控采用(yòng)STC高性能(néng)芯片,集成30路以上I/O口,16K字节程序存储器、1280字节RAM,信息自动存储和识别,自带WiFi模块,与服務(wù)器双向数据交换。IC卡工作频率13.56MHz、读写距离1-5CM、擦写寿命大于100000次、数据保存大于10年。
2.配電(diàn)柜
低压電(diàn)气
断路器:施耐德 iC65N-D10A/2P
断路器:施耐德 iC65N-D40A/2P
柜體(tǐ)模块:外形尺寸:800 mm×600 mm×1800mm
柜體(tǐ)框架由优质钢板焊接而成,表面静電(diàn)喷塑。底部装带刹車(chē)的万向轮,方便调整设备的摆放位置。前后门板、侧板、顶板等均以优质钢板為(wèi)原材料,经过折弯焊接而成,表面静電(diàn)喷塑。标牌采用(yòng)优质铝板制作,经蚀刻彩描处理(lǐ)或喷绘工艺。
3.数字化看板系统
智能(néng)生产制造區(qū)配置100寸電(diàn)视墙作為(wèi)液晶看板,显示整个制造生产線(xiàn)制造情况,和实际企业生产車(chē)间一致,对生产进度和加工效率直观的显示,通过数据改善管理(lǐ)和调度,提供效率。
4.数控車(chē)床
(1)系统配置:FANUC 0I-TF系统;
(2)主轴配置:主轴電(diàn)机-5.5KW 主轴最高转速5000-6000r/min 主轴扭矩-95.5 N.M;
(3)轴配置:双線(xiàn)轨 X轴-30M/MIN Z轴-36M/MIN
(4)車(chē)削直径:280mm
(5)卡盘直径:8 inch
(6)设备总體(tǐ)概述
机床的结构保证有(yǒu)足够的静态、动态、热态刚度和精度,采用(yòng)先进技术,系统具有(yǒu)良好的动态品质,所选的伺服系统执行元件精度高、可(kě)靠性好、抗干扰能(néng)力强、响应速度快,机床操作、维护简便,造型美观,國(guó)内有(yǒu)售后服務(wù)维修中心,售后服務(wù)优良。机床的安全防护技术条件符合中國(guó)國(guó)家强制性标准《金属切削机床安全防护技术条件》。
(7)机床的设计、制造、验收严格遵照國(guó)家标准和行业标准,符合环保要求。
(8)机床导轨、丝杠及滑动部位的防护,满足对铸铁屑的防护要求。
(9)配置自动化接口I/O接口准备
(10)具备卡盘夹紧检测及气密检测功能(néng)。
(11)便携式電(diàn)子手轮。
(12)配置防水LED工作灯
(13)三色工作状态指示灯。
(14)提供设备操作使用(yòng)中文(wén)说明书,机床编程中文(wén)说明书,机床出厂精度检验表及机床合格证,机床技术规格参数说明书。
5.数控铣床
提供设备操作使用(yòng)中文(wén)说明书,机床编程中文(wén)说明书,机床出厂精度检验表及机床合格证,机床技术规格参数说明书
6.自动门系统
(1)空气压缩机0.6MPA,气缸有(yǒu)足够的力打开机床门,运行平稳;
(2)机床门打开时,机床停止运动;
(3)机床门行程两端有(yǒu)相应传感器,反馈给控制系统PLC;
(4)提供手动开关门按钮,自动状态下根据控制PLC发出的信号,实现机床门的开启与关闭
7.自动夹具系统
材质:表壳球墨铸铁,内部全钢件
气缸:内置,最大夹力162kN,气压0.6MPa
夹紧范围:最大360mm
配件:電(diàn)控部分(fēn)采用(yòng)斯昆特電(diàn)磁阀,其他(tā)机械配件如主轴连接套、气压回转器、安装底板等(配件根据机床类型而定)
8.输送检测系统
主體(tǐ)结构為(wèi)铝型材框架,上方采用(yòng)加宽型板链输送,采用(yòng)步进電(diàn)机驱动,运动精度高,可(kě)以双向运动。板链输送带上安装有(yǒu)原点、限位传感器,配合步进電(diàn)机的运动,可(kě) 以精确定位工件托盘位置。
输送線(xiàn)上方安装有(yǒu)视觉传感器,用(yòng)于检测工件托盘内的工件位置,将工件的位置信息通过网络传送给工业机器人系统,工业机器人根据视觉检测的坐(zuò)标信息进行抓取工件,实现工件的自动上下料操作。
PLC控制系统
采用(yòng)西门子PLC主机,集成18路数字量输入/12路数字量输出
集成4路100KHz高速计数器,3路100KHZ高速脉冲输出;通讯端口2个,支持RS485和以太网通讯。
9.工业机器人
埃夫特ER6B-C60机器人
(1)机器人本體(tǐ)
(2)机器人控制器
(3)机器人示教器
10. 机器人夹具
夹具同时有(yǒu)两个夹爪,主體(tǐ)结构采用(yòng)6063铝制材料经加工中心加工而成,呈互相垂直状使用(yòng),安装有(yǒu)两个气动手爪。
11.机器人导轨
(1)负载1000KG
(2)長(cháng)度3m
(3)重复定位精度±0.01mm。
(4)行走速度1米/秒(miǎo)
(6)机器人固定板厚25mm
12.AGV智能(néng)工程車(chē)
实现物(wù)料运输的无人化搬运,可(kě)以大大节约工厂物(wù)料供送工人。
13.仓库中心
(1)立體(tǐ)仓库
立體(tǐ)仓库采用(yòng)工业标准型材和钢板加工而成,外表面亚光密喷塑,每个有(yǒu)4层7列28个仓位,两个仓库共有(yǒu)56个仓位,仓位都安装有(yǒu)检测装置,检测仓位状态。仓库尺寸:3000mm×600mm×2000mm;空位检测开关,原材料立體(tǐ)仓库和成品立體(tǐ)仓库布局在堆垛机两边,即两个仓库共用(yòng)一套堆垛机。
(2)堆垛机
堆垛机主要由行走机构、升降机构、货叉伸缩机构、電(diàn)气控制系统及安全装置等机构组成,与立體(tǐ)仓库固定在一起。水平方向在铺设的地轨上运行,采用(yòng)交流蜗杆减速机且带刹車(chē)功能(néng),安装有(yǒu)高精度旋转编码器,使机器具有(yǒu)一定的自锁性和精确定位性;垂直方向采用(yòng)链传动机构,由链条、链轮、滑道及電(diàn)机组成,采用(yòng)交流减速電(diàn)机且带刹車(chē)功能(néng),安装有(yǒu)高精度编码器。货叉伸缩机构采用(yòng)链条交流减速電(diàn)机及链传动机构,货叉可(kě)以前伸,也可(kě)以后缩,具有(yǒu)位置传感器进行定位控制。所有(yǒu)電(diàn)机均采用(yòng)变频传动方式,控制堆垛机平稳运行。
堆垛机X行程≥2.5米,Y行程≥1米,Z行程≥0.7米,采用(yòng)三相交流减速電(diàn)机变频驱动。
(3)電(diàn)气控制柜
控制柜尺寸:800mm×600mm×1800mm
供電(diàn)要求:三相/380V/50Hz;
控制系统主要配置:可(kě)编程控制器1个 扩展模块2个;10寸工业触摸屏1个;
变频器:包含控制站、变频器功率站、BOP-2 基本操作面板各3个。
·实训项目
(一)数控操作类实训1.数控系统的启动和初始化;
2.数控系统的参数设置与调整;
3.变频器的调试、参数设置与应用(yòng);
4.进给驱动单元的调试与应用(yòng);
5.伺服主轴控制应用(yòng)
6.机床参考点的调试;
7.電(diàn)动刀(dāo)架控制;
8.数控系统的通讯;
9.数控車(chē)床電(diàn)气系统的设计;
10.数控車(chē)床故障诊断与维修;
11.数控系统的操作与编程;
12.車(chē)床功能(néng)参数设置
13.加工中心功能(néng)参数设置;
14.全数字交流伺服電(diàn)机运行与故障诊断;
15.加工中心手持脉冲发生器调试;
16.加工中心气动基本回路原理(lǐ)及分(fēn)析;
17.加工中心刀(dāo)库的原理(lǐ)和应用(yòng);
18.加工中心PLC编程及逻辑控制;
19.加工中心数据备份和恢复;
20.加工中心典型故障设置及排除;
21.加工中心编程操作与实體(tǐ)加工;
22.加工中心编程操作、实體(tǐ)加工;
23.数控車(chē)床编程操作、实體(tǐ)加工;
(二)机器人系统入门类实训
24.机器人主要技术参数
25.机器人安全系统
26.机器人安全操作规范
27.示教器认知
28.控制器认知
29.机器人本體(tǐ)认知
30.示教器画面与基本操作
31.运动模式调节
32.机器人伺服電(diàn)机上電(diàn)
33.坐(zuò)标系切换
34.机器人运行速度调节
35.机器人单轴运动
36.机器人線(xiàn)性运动
37.机器人编程语言与构架
38.异常及故障处理(lǐ)技术
39.机器人维护与保养
40.机器人程序备份与加载
(三)机器人系统设置类实训
41.工具坐(zuò)标系标定原理(lǐ)和方法
42.工件/用(yòng)户坐(zuò)标系标定原理(lǐ)和方法
43.工具坐(zuò)标系标定
44.工件/用(yòng)户坐(zuò)标系标定
45.工具坐(zuò)标系验证
46.工件/用(yòng)户坐(zuò)标系验证
47.机器人I/O硬件及组成
48.机器人通信分(fēn)类与方式
49.机器人I/O配置
50.机器人零点位置
51.机器人零点校准
52.机器人常用(yòng)指令
53.机器人程序建立
54.机器人指令添加与编辑
55.机器人运动轨迹规划
56.机器人程序执行与测试
57.机器人自动运行
58.机器人外部启动
(四)PLC编程及应用(yòng)
59.PLC认知及选型
60.PLC電(diàn)气设计与配置
61.PLC编程与实训
62.PLC位置控制電(diàn)气设计
63.变频系统认知
64.变频系统電(diàn)气设计
65.变频系统参数设置
66.PLC变频控制编程与实训
67.触摸屏认知与选型
68.触摸屏通讯電(diàn)缆制作
69.触摸屏组态软件实训
70.触摸屏网络配置与组态
71.PLC与触摸屏通讯实训
72.PLC机器人控制電(diàn)气系统设计
73.机器人外部控制系统配置及编程
74.PLC综合应用(yòng)编程实例
(六)机床协调作业综合控制
75.机器人与加工中心协调作业控制
76.机器人与車(chē)床协调作业控制
77.机器人与工业相机协调作业控制
78.自动输送線(xiàn)上料控制
79.自动输送線(xiàn)托盘回流控制
80.堆垛机出入库控制
81.实训间安全回路设计;
82.PLC、机器人及机床联动运行;
